Sodimate equips a process step of the Indaver plant in Loon-Plage
Indaver is setting up a reprocessing site for chlorinated residues from the PVC industry near Dunkirk. Located at Loon-Plage, in the port area of Dunkirk, the IndaChlor site will treat 40,000 tons of effluents in 2021; coming by rail or road from producers located in Germany, Belgium, France or Netherlands. Indaver intends to recover all the effluents from the operation, including hydrochloric acid, in the local industrial ecosystem. The company called on Sodimate to design and build part of its acid neutralization line.

Indaver, a Belgian company with a European dimension, takes care of waste and residual flows from industrial processes. It applies a particular philosophy, considering residues not as the end but as a phase in the life cycle of matter, a source of new materials and energy. It is precisely within the framework of its Indaver Molecule Management (IMM) program that the company launched the IndaChlor project in 2016, a new site dedicated to the recovery of chlorinated residues mainly from the PVC (polyvinyl chloride) industry. “Chlorinated effluents are essentially mixtures of liquid organic solvents, flammable and delicate to handle. Incineration is the only way to treat them” says Florian Rémy, from Indaver. The operation produces energy, which can be recovered in the form of steam, and hydrochloric acid (HCl). The latter is also recoverable in the chemical, petrochemical and metallurgical industries which are major consumers.
A true industrial ecosystem
Why Dunkirk when the chlorinated residues come from all over northern Europe? The idea is to create a real local industrial ecosystem operating in a circular economy. Indeed, Aliphos (Ecophos group), a producer of phosphates for animal feed, and a prospective customer for 20% hydrochloric acid, was installed there. Likewise, a nearby alcohol distillery needs steam for its process and power generation. IndaChlor supplies it to him via a pipeline connecting the two sites. “We have established ourselves according to the users of our products to minimize transport and costs” affirms Florian Rémy. The IndaChlor installation itself is energy self-sufficient, also turbines part of its steam to produce its electricity.
The bankruptcy of Aliphos in 2019 prompted Indaver to develop a more flexible system, allowing, depending on demand, either to sell hydrochloric acid to other customers or to neutralize it for shipment to destruction. The sale of HCl at standard concentrations (24% and 33%) supposes a slight modification of the process, and a tanking for shipment. “When there is no customer for the hydrochloric acid, we must neutralize it by adding a base before treating the result and eliminating the waste” explains Florian Rémy.
It was for the neutralization that Indaver called on Sodimate, on the recommendation of Lhoist, a large lime manufacturer. The operation takes place in two stages. First of all, the addition of powdered limestone (calcium carbonate CaCO3) raises the pH from 0 to 3. As a specialist in handling powders, Sodimate intervenes precisely here. Then, adding milk of lime makes it possible to achieve neutrality (pH 7). Then follows a treatment by coagulation, flocculation and decantation. A filter press dehydrates the sludge and the “cakes” are treated in a specialized sector.

Two constraints, one solution
The supply of calcium carbonate in the Indaver process must meet two strong constraints. First of all, the large amount of material to bring. “We consume around 150 tons per day, which is the content of a large silo. As our process operates continuously, we needed a double silo to be able to spend the weekend without delivering CaCO3” explains Florian Rémy. Another constraint: as with any chemical reaction, the good progress of the neutralization implies that the reactants (HCl and CaCO3) are present in determined proportions. Hence the need for precise and reliable dosing.
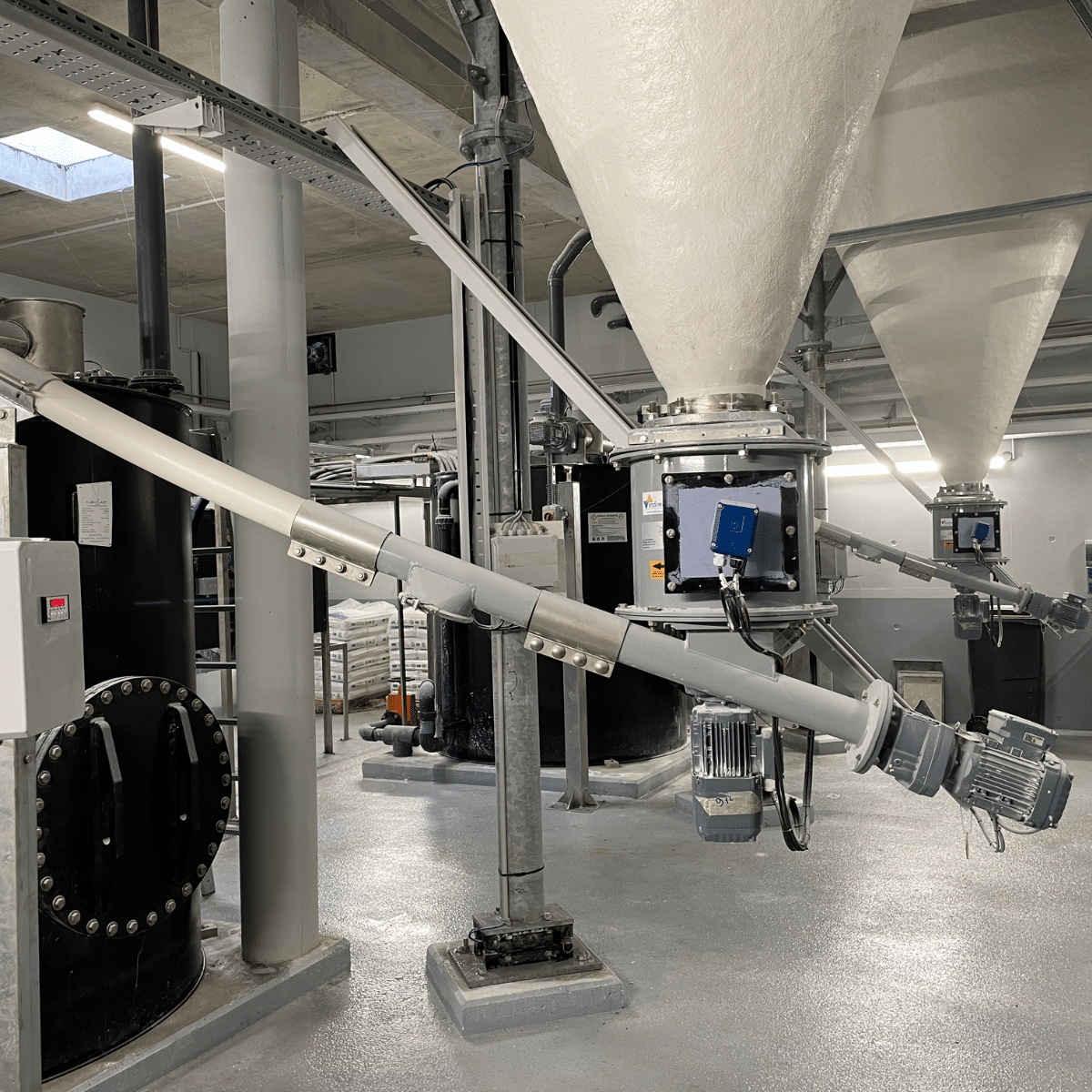
Sodimate designed, built and installed the storage silos, the limestone metering and conveying system to the reactor and the truck unloading system. Everything is duly instrumented and provided with all the necessary inspection and safety devices. As the installation is located in the port area, it is provided with a specific coating to resist the corrosive atmosphere of the seaside. The set includes:

– two polyester silos of 100 m3, which represents around 150 tons of limestone per silo. Each silo is fitted with an outlet cone, a DS 400 mechanical arch breakers pneumatic impactors to lower the limestone when the silo is almost empty, as well as safety valves, pressure switches, paddle level detectors, controllers rotation, jam detectors, weighing system, etc.
– each mechanical arch breaker works with a rigid metering screw VRT 168 (diameter 168 mm). This mechanical arch breaker and volumetric screw feeder set, patented for 40 years, is the main asset of Sodimate, the only company to offer this type of system on the market. Particularly robust, the feeder is calibrated to deliver from 2 to 8 tons of CaCO3 per hour.
The flow rate is adjusted by a frequency converter acting on the metering motor. It depends linearly on the quantity of acid sent to the reactor, since the two reactants must be present in stoichiometric proportions. “The regulation is refined by a control loop controlled by a pH probe placed in the reactor, because the quality of the limestone can vary from one delivery to another” adds Florian Rémy.

– the two metering screws converge on a single conveyor (diameter 219 mm) supplying the 30 m3 reaction tank. It can be closed at the outlet by a motorized guillotine valve.
– the tanks are recharged by a noria of trucks. Each is therefore equipped with a detector indicating the presence (or not) of a truck in contact with the silo. A pneumatic filter, which operates only during the discharge of the product in the silo, ensures the dedusting of the exhaust air. The filter cartridges are then unclogged by injecting fresh air.
– each silo is provided in the lower part with a register valve completely blocking the flow. It closes during maintenance or repair operations, which allows intervention without having to empty the tank.
A quick answer
Everything happened so fast. In June 2020, the engineering company assisting Indaver for this project made its first contact with Sodimate. The order took place in August and all the equipment was delivered between November and December 2020. As always, Sodimate built, tested and installed all the elements of the equipment, accompanied by very comprehensive documentation. “For the commissioning, they sent us a very experienced technician, who knew what he was doing. He even helped us with other parts of the process” appreciates Florian Rémy. The plant itself is in the start-up phase in spring 2021.