Case study – Chezy-sur-Marne in France
The Chezy s/Marne drinking water production plant, in northern France, set a new benchmark of excellence in the production, treatment, supply and distribution of drinking water throughout the country. The mission statement of the plant operator, is to treat surface water drawn from the nearby River Marne, in compliance with the highest standards of quality, to provide first-rate drinking water to more than 27500 network users of the surrounding area. To this end, the plant uses the ‘Actiflo’ system, a state-of-the-art clarification process, developed and patented by a French company, characterized by the use of microsand and activated carbon, two reagents which, continuously recycled in the clarifier, enhance the formation of robust flocs, increasing their settling velocities and resulting in the production of impeccable drinking water. To maintain an adequate level of these two products in the clarifier, failing which the process would lose all efficiency, called upon Sodimate, an expert in powder reagent dosing and sludge liming, to install three of its discharge systems of proven efficiency, namely a Bulk Bag Discharger, a Powder Activated Carbon Dosing Unit under silo and a Sludge Mixer for the treatment of dewatered sludge on site. Overview of the high-end technologies used in this water circuit, from catchment to delivery point.
The water drawn upstream of the Azy sur Marne dam and transported to the Chezy treatment plant 2 km further, via a pumping station, at a rate of 400 cubic meters per hour, transits through two ‘raw water’ pads in the plant before passing into the ‘Actiflo pre-treatment tank for the first clarification phase, with the objective of achieving a reduction in turbidity > 90% by removing as many suspended particles (mineral or organic, living or detrital) as possible from the water. The sludge, made up of settled flocs, accumulates at the bottom of the structure and is discharged by means of hydro-cyclones to be dewatered.
Sodimate’s Bulk Bag Discharger: a reliable and efficient unit to rebalance fluctuating microsand levels in the Actiflo
During the pre-treatment, it is essential to take into account the loss of microsand (3 to 5 g/m3) escaping into the sludge. It must, therefore, be ensured that a fixed level of the product is maintained in the tank, upon which rests the entire efficiency of the process. A regular top-up is done by fine dosing (4 to 5 g/L). At the Chezy plant, this is done every 4,000 m3 (once a day). 20 or 30 kg of sand must be injected back regularly into the system depending on the calculated sand loss. This is where Sodimate’s expertise in dosing, acquired over the last thirty years, comes into play. To meet this need, the Bag, flows at the bottom of a hopper, located below the table, and feeds a spiral feeder, driven by a frequency converter powered motor, allowing a precise and flexible.
TO MEET THIS NEED, THE PARIS- BASED COMPANY INSTALLED A BULK BAG DISCHARGER, WHOSE EASE OF USE IS MATCHED ONLY BY ITS RELIABILITY AND LOW ENERGY AND MAINTENANCEThree bars of pressure, feeds the hydro-ejector, generating a Venturi effect.The vacuum thus created by this effect sucks the micro sand propelled into a three-line pipe, including one line for draining and two injection points into the Actiflo. Automatic valves allow the customer to choose which line to send the microsand to. Each product arrives in its dedicated pipe to be injected into the Actiflo. The unit is pre-assembled upon delivery: the hopper is placed on a metal frame on which all the piping is pre-installed as well as the valve sets and a Paris-based company installed a Bulk Bag Discharger, whose ease of use is matched only by its reliability and low energy and maintenance consumption.
The unit, custom-designed, to be adapted to the existing building and integrated into the entire mechanism, consists of a metal frame on which rests a table mounted on rubber bumpers. The microsand, stored in a Bulk dosage (manual or automatic mode) to a transfer unit by hydro-ejector. «The dosed microsand falls into a conical wetting hopper, equipped with a ring (a circular pipe) through which water is sprayed over the entire wall of the cone to prevent the sticking of the spilled product. The water from the network, at a flow rate of about 2 m3 per hour with connection box. All the electrical components are also pre-wired. All the customer has to do is to carry the electricity and retrieve the signals that come out of the box. We greatly simplify his work,» explains François Jacob, Pre-Project Director at Sodimate.
From the pre-treatment Actiflo tank, the water is discharged by overflow in a second structure, called Actiflo Carb, for further refining. This process is, as its name suggests, very similar to The Actiflo, with one exception. It is equipped upstream of the coagulation, flocculation and clarification basins with a tank containing powdered activated carbon (PAC).The adsorption qualities of the PAC allow the removal of non-flocculable organic matter, pesticides and emerging micropollutants that are refractory to the previous clarification step. It also brings a clear improvement in taste.
An ATEX-certified silo unloader designed and patented by Sodimate for a safe and precise dosing of activated carbon
Due to the potentially explosive nature of the activated carbon, the silo is installed in a partitioned room. The extraction of this reagent is also carried out using equipment designed and patented by Sodimate, namely a silo unloader. The fully mechanical flow aid system called the ‘arch breaker’ is coupled with a volumetric powder dosing system using a worm screw. The activated carbon is discharged and transferred through water by hydro-ejector using the Venturi principle, as for the microsand previously. As a pioneer in the construction of equipment tailored to meet each and every customer need, Sodimate, respecting precise specifications, designed the unloader to adapt to current safety standards, in particular to the electrical specificities subject to ATEX 22 regulations to avoid the risk of sparks in the premises. A file was even submitted to a certified body to guarantee the conformity of the equipment designed by Sodimate. At the end of the process, the water passes through two ultimate refining stages, using river sand and ultrafiltration membranes respectively.
Sludge liming unit
In accordance with current regulations, the sludge from the clarification and washing of the filters is collected in a dirty water tank before undergoing several successive treatments to reduce its volume. This sludge is first thickened in a harrowed structure. It is then dehydrated in a centrifuge acting as a high-speed dryer (3,000 rpm) to separate the water and dry matter, before undergoing an injection of lime to achieve a 30% dryness.
After dewatering, the sludge is ‘sanitized’ with lime, and is then of an agronomic interest due to its calcium content and minerality.
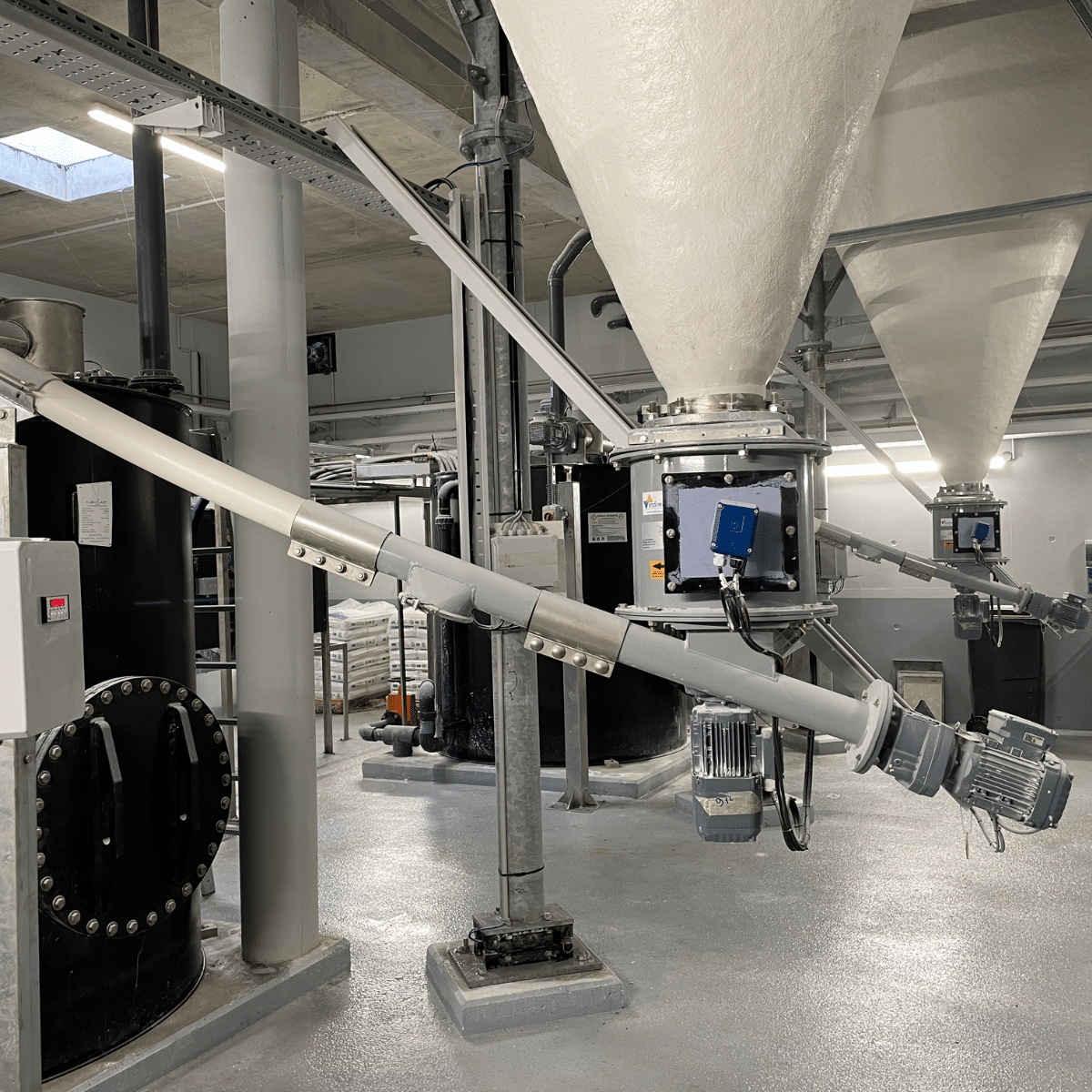
A sludge mixer, adapted to the site’s space and accessibility constraints, using the same principles as the previous systems, namely worm screws rotating in tubes driven by variable frequency motors, was designed by Sodimate. From the centrifuge, pasty sludge, taken up by a worm screw, on a first axis, feeds a feeding zone, in a mixer, while pallets, on a second axis, shear the sludge. Screws and pallets rotate in the opposite direction, shearing the sludge as it moves forward so that at the end of the stroke the sludge- lime mixture is homogeneous.
«We installed a sludge level detector to control its level and eventually accelerate the mixer to remove an eventual excess of sludge,» adds François Jacob. The sludge is then conveyed by another screw through the wall to a year-round storage area before being spread on nearby farmland.